新聞動態(tài)

工匠精(jīng)神 智造精品(pǐn)
精密鈑金/CNC/龍門加工、靜電噴(pēn)塗一站式服務

- 業務熱(rè)線1:138-1671-3998
業務熱線2:181-9653-9596
工匠精(jīng)神 智造精品(pǐn)
精密鈑金/CNC/龍門加工、靜電噴(pēn)塗一站式服務
新聞動態(tài)
信息來源(yuán):本站 | 發布日期: 2022-12-09 23:00:08 | 瀏(liú)覽(lǎn)量:336
摘要:
鈑金加工過程中不鏽鋼加熱時也(yě)要構成氧化皮,雖(suī)然沒有碳鋼鍛件上的氧化皮厚,但與基體金屬的粘附力強且很鞏固,使模具和刃具很快磨損。因(yīn)此,在製坯和終鍛之間,在機械加工之前,均須將氧化皮根除潔淨。酸洗和噴(pēn)砂(shā)都是較(jiào)好的收拾方法,以鍛件先經酸洗再進(jìn)行噴砂的方(fāng)法作(zuò)用…
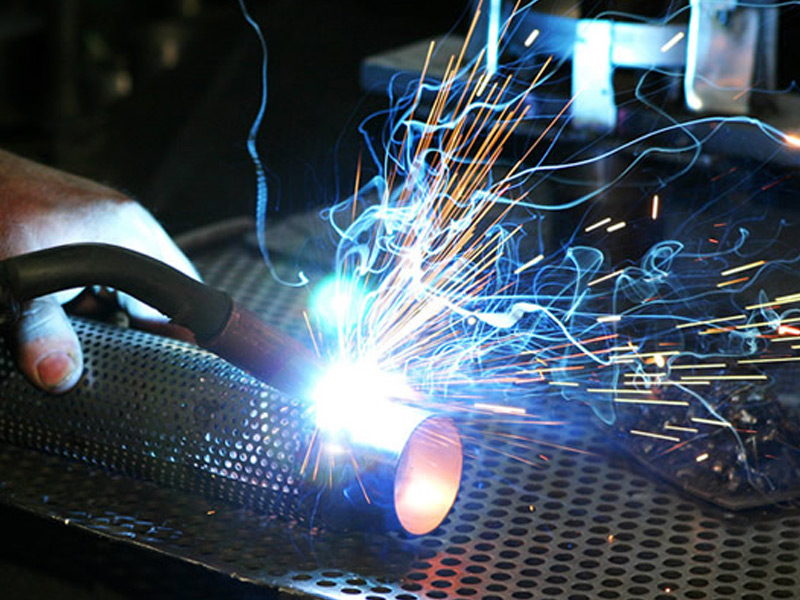
焊接一般是金屬需要連接或固定時會選擇的方式,有多種可供選擇,那焊接的(de)種類有(yǒu)哪些呢?一起來了解看看吧。一、焊接(jiē)的(de)種類(lèi)有哪些電弧焊:利用電弧熱量來熔化構件實現連接,不需要用到焊條,如果是有缺陷的(de)話,可以適當…
鈑金加工機箱機櫃表麵的噴塗工藝對於鈑金加工的意義重大,表麵噴塗對鈑金具有防護(hù)作用。…
在如今競爭激烈的市場中,鈑金加工已經成為許多行業中不可或(huò)缺的一部分。然而,要在鈑金…



電話:桂經理 138-1671-3998;管經理 181-9653-9596;唐經理 155-0211-6263
地址(zhǐ):江(jiāng)蘇省海(hǎi)安市恒澤路18號
服務區域覆蓋:上海、江蘇(南通、蘇州、昆山、太倉、無錫、常州、南京(jīng))、浙江



